実は、最初に買ったフィラメントがPETGでした。
しかし使ってみたら、テカテカでダマはできるし、糸は引くし・・・
いくつかプリントしてみたものの満足できず、ABSを試してみたら仕上がりはちょうどいい光沢感でABSを主体に使ってました。
しかし、前回の記事のアイアンマンのベースでどうしても反りが出てしまって数回調整しながらプリントしたこともあり、せっかく買ったPETGフィラメントがもったいないのできちんと設定を出して、もう一度どう使い分けていくかを考えましょう。
使っているプリンターとフィラメントはこちら
まずは各樹脂の簡単な特徴をおさらい。
PLA(ポリ乳酸)
- ベッド温度も60度程度で十分定着してくれる
- 反りがほぼない
- 糸引きもほぼない
- ノズル温度も少し低め
- 生分解性プラスチック(土中の微生物によって分解される)
- 金属や木と混ざったPLA樹脂もあり、金属表現等も可能
- とにかく硬い!
- 弾性が低く割れやすい。
- 耐熱性が低い。炎天下のダッシュボードでは耐えられないかも?
ABS
- 適度な硬さで、やすり掛けで簡単に表面を加工できる
- アセトンを使って、表面をツルツルにできる(細かなディテールは消失)
- PLAよりは耐熱性がある。
- 弾性があり少し曲げたくらいでは折れない
- 糸引きはほぼない
- ベッドに定着しにくく、出力中に倒れてしまう事故が起きやすい
- 反りやすい
- ギリギリの寸法で作ると収縮して合わなくなる
- 冬はエンクロージャ等で保温をする必要がある
PETG(ペットボトルに使用されるPETの改良版?)
- ペットボトル同様、耐衝撃性に優れている(ABS以上か?)
- ほぼ反らない
- ベッドに定着しやすい
- ノズル温度、ベッド温度も低め
- 半透明フィラメントがある。
- 強度が高いため治具や工具等にも使用可能
- やすり掛け可能
- 糸を引きやすい
- ダマができやすい
- 紫外線に弱い
- テカテカしすぎ(光沢を抑えたフィラメントもあるとか?)
背景がオレンジになっている箇所は、個人的にはマイナスだと思っている点。
PLAとABSのいいとこどりの様にも思えます。
確かに、プリントはしやすいです。ただ、糸引きとダマに関しては、私の使用しているプリンタのノーマル状態では完全になくすことは無理だと思われます。
i3 MEGAはホットエンドとは離れた箇所にエクストルーダーがあり、糸引き対策のリトラクション(フィラメントの引き戻し)が思うようにいかないとか・・・
しかし使いこなせれば、かなり良い素材です。
まずは、最適な設定を見つけましょう。
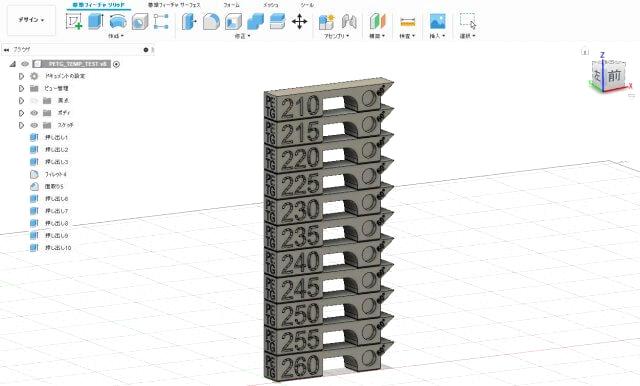
メーカーから出されているこのPETGフィラメントの射出温度は、235-250℃とのことなので、それを網羅したうえで、さらに高温は260℃まで、低温は210℃までベンチマークを取ってみ見るつもりで、糸引き、オーバーハング耐性、ブリッジ耐性がわかる簡単なデータを作成しました。
上限を260℃にしたのは、高温になると余計にフィラメントが垂れるだろうから、糸引きはひどくなり、ABSのテストであった超低速でプリントすると荒れたときみたいになるんじゃないかと予想できたので、260℃で止めてあります。
低温は235℃以上がメーカーの指定なんで、途中でフィラメントが射出できなくなるかも?なんて不安もありましたが、高さも高くなってきたので210℃で辞めときました。
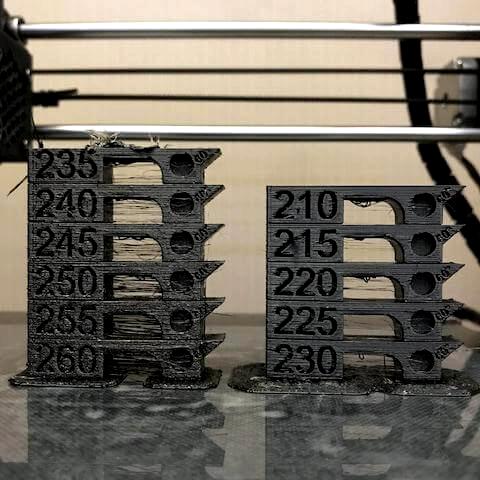
2つに分かれているのは、230℃をプリント中に倒れたようで、もじゃもじゃになってしまっていました。
なので、スライサーの設定を調整して、230℃からプリントをしたため、2つにわかれました。
いや~ 面白い。やはり高温域は思った通りの結果でした。
なお、ノズルの冷却ファンは3層目から100%で稼働しています。
やはり温度が高いと、リトラクションを4mmしていますが、溶けた樹脂が垂れて来て糸引きが多くなっていますね。
210℃まできても、まだ少し糸引きは見られました。220℃はちょっと糸引き多くなってますが、225~210℃まではそう大差はないかなと感じました。
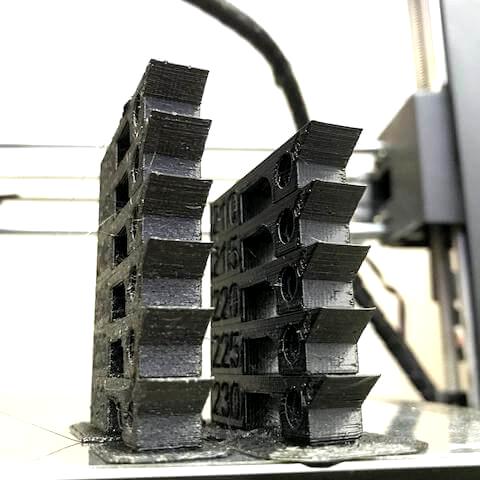
オーバーハング耐性は60度でテストしていますが、260℃と255℃は荒れがひどいですね。240度以下は大差はありませんでした。
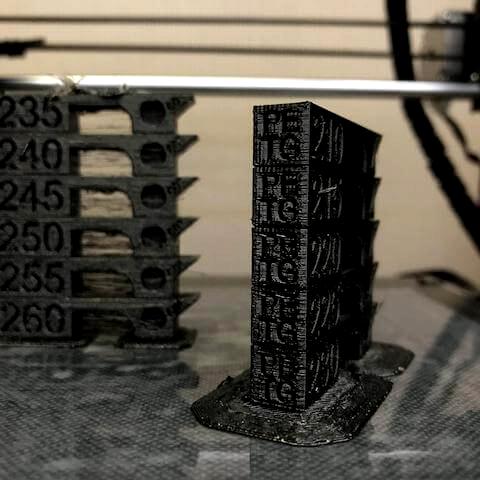
光沢感を見ればわかりますが、PETGのテストだとわかるよういれた文字は215℃と210℃がちょっときれいで、ちょっと落ちるイメージです。
あと2回目のプリントでは、ベッドの定着性をもう少しあげるために、スカートを増やし、ベッド温度は60℃から90℃に上げています。
温度はだいたいわかりました。
次回は、印刷速度等を検証していきます。


コメント